eShop
eShop

概要
本記事では、Cobetter Viruclear™ RC フィルターを用いたウイルスろ過工程において、高圧、低圧、通常ろ過圧、および一時停止・中断条件下でのウイルス保持性能を評価しています。
バイオ医薬品製造プロセスで想定されるワーストケース条件を模擬し、圧力変動やプロセス中断がウイルス除去性能に及ぼす影響を検証することが目的です。
事例1:PPV 除去性能評価
RC Hシリンジフィルター(カタログ番号: VFHRCDSN1P)を使用して、高圧および低圧条件下でのPPV除去を評価し、プロセスの中断や繰り返しの圧力サイクルを最悪のケースシナリオとして適用しました。
供給液は50 g/LのIVIG溶液で、PPVの上流スパイクレベルは8.0 log PFUでした。
供給液およびろ過液中のPPV力価はプラークアッセイを用いて測定され、ウイルス除去効率はLog Reduction Value(LRV)として示されました。
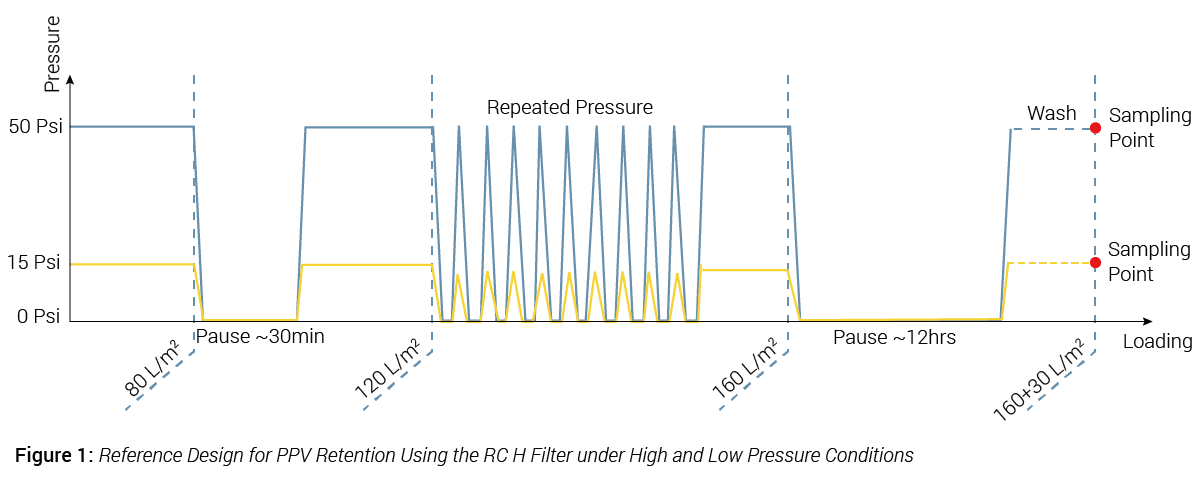
注:低圧は15 psiに設定され、高圧は50 psiに設定されました。目標ろ過負荷は160 L/m²でした。負荷が80 L/m²に達したとき、圧力を解放し、その後30分間のプロセス停止を行い、前の圧力でろ過を再開しました。負荷が120 L/m²に達したとき、10回の圧力サイクル操作を1ステップで行い、30秒ごとのサイクルでろ過圧力を0–15 psi(低圧)または0–50 psi(高圧)に交互に切り替え、その後目標負荷へ進めました。その後、長時間の12時間の圧力停止を実施し、最後に30 L/m²のバッファーフラッシュを行いました。
実験の結論:
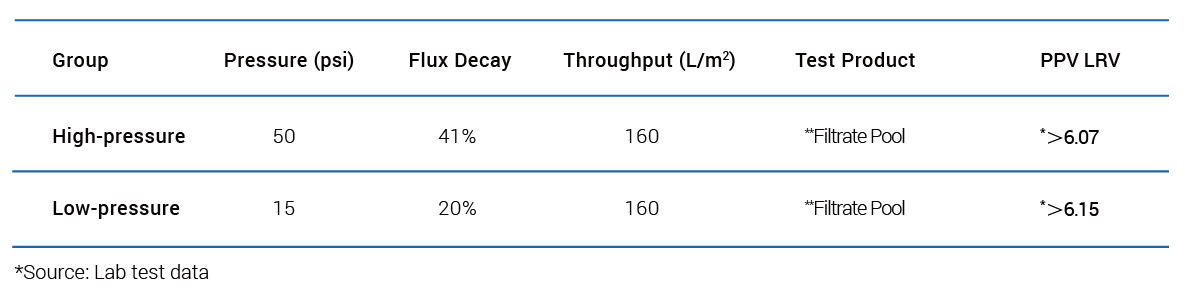
プラークアッセイで決定されたLRVの結果は、高圧および低圧の両方の条件下で、PPVレベルが定量限界以下に減少したことを示しており、フィルターが両方の圧力条件下で強力なウイルス除去性能を持つことを示しています。
ケーススタディ 2:
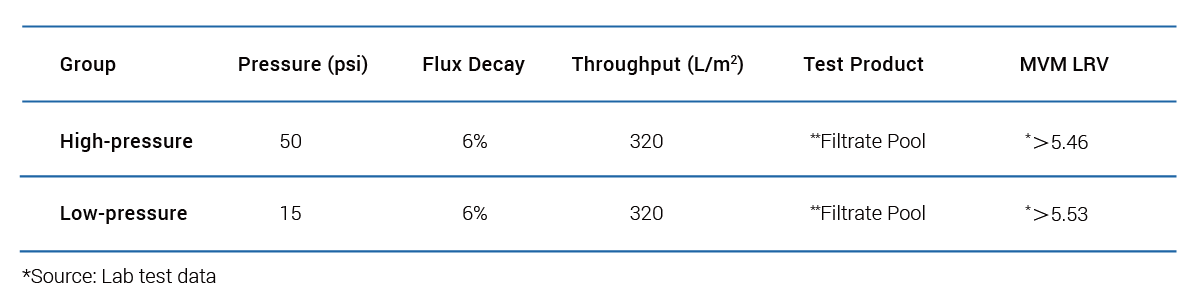
高圧および低圧条件下でRC Hシリンジフィルター(カタログ番号: VFHRCDSN1P)を使用してMVMの除去を評価し、プロセス中断および繰り返し圧力サイクルを最悪ケースシナリオとして適用しました。
供給液は10 g/LのmAb1溶液で、上流でのMVMスパイクレベルは8.0 log PFUでした。
供給液およびろ液中のMVM力価はプラークアッセイを用いて測定し、ウイルス除去効率はLRVとして表しました。
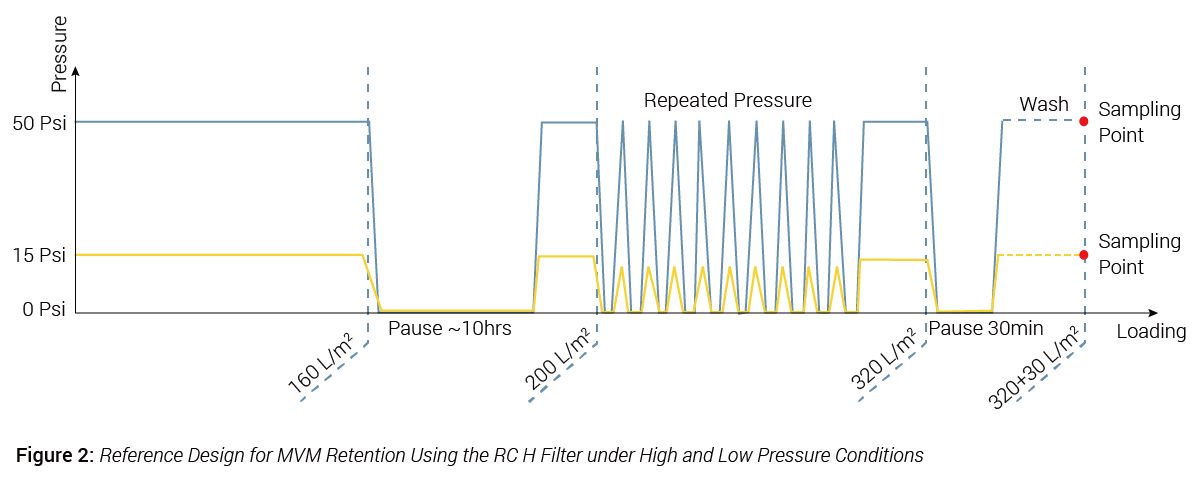
注:低圧は15 psiに設定され、高圧は50 psiに設定されました。目標ろ過負荷は320 L/m²でした。負荷が80 L/m²に達したとき、圧力を解放し、その後10時間のプロセス休止を行い、前の圧力でろ過を再開しました。負荷が200 L/m²に達したとき、10回の圧力サイクル操作を1ステップで行い、30秒ごとのサイクルでろ過圧力を0–15 psi(低圧)または0–50 psi(高圧)に交互に切り替え、その後目標負荷へ進めました。その後、30分の長い圧力停止を行い、30 L/m²の緩衝液フラッシュを実施しました。
実験の結論:
プラークアッセイによって決定されたLRVの結果は、高圧および低圧の両条件下で、検出されたMVMレベルが定量下限以下に低下していることを示しており、両方の圧力条件下でフィルターのウイルス除去能力が高いことを実証しています。
まとめ
異なる圧力条件下で、Cobetter Viruclear™ RCシリーズウイルスフィルターはパルボウイルスに対して堅牢な保持能力を示します。ウイルス除去の検証研究は、実際の大規模製造プロセスの運転パラメータをシミュレートするスケールダウンモデルであり、実際の生産パラメータ下でのフィルターのウイルス除去性能の評価に重点を置いています。
関連する国内および国際規制やガイドライン文書の基本原則、すなわち実際の製造プロセスにおけるウイルス除去能力の検証を考慮し、以下を推奨します:
1.製造プロセス標準作業手順書(SOP)は、製造プロセスにおける安定かつ制御可能な作動圧力範囲を定義する必要があります。
2.実際の製造プロセスを代表するスケールダウンモデルを確立する必要があります。
3. ウイルス除去(VC)バリデーションについては、一般的に実際の製造で使用される制御された作動圧力を使用することが推奨されます。VCバリデーション試験を設計する際には、ろ過圧力をSOPで定義された上限圧力に設定し、少なくとも一度、圧力を0 psiまで下げる中断を導入し、一定期間維持して極端な低圧条件の影響を評価する必要があります。通常、この中断はバッファーフラッシュの前に少なくとも一度行われ、タンパク質負荷とウイルス負荷が最大となる、最悪の組み合わせ条件を表します。この条件下でのバリデーションが成功すれば、製造中の予期しない状況に対処する際の操作上の柔軟性も向上します。
4. 条件が許す場合、SOPで指定された下限圧力下でのMVMまたはPPVに対するウイルス保持能力を評価する追加試験を実施することが推奨されます。